

Главная → Изготовление бейджей
|
Быстро, сменное имя, надежно, долго в ношении, красиво, на магните - не портит одежду.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Посмотреть отзывы - бейджи
ЭТАПЫ ЗАКАЗА
Днепропетровск - самовывоз. По Украине
оставить отзыв стоимость дизайна подписаться FAQ
|
|
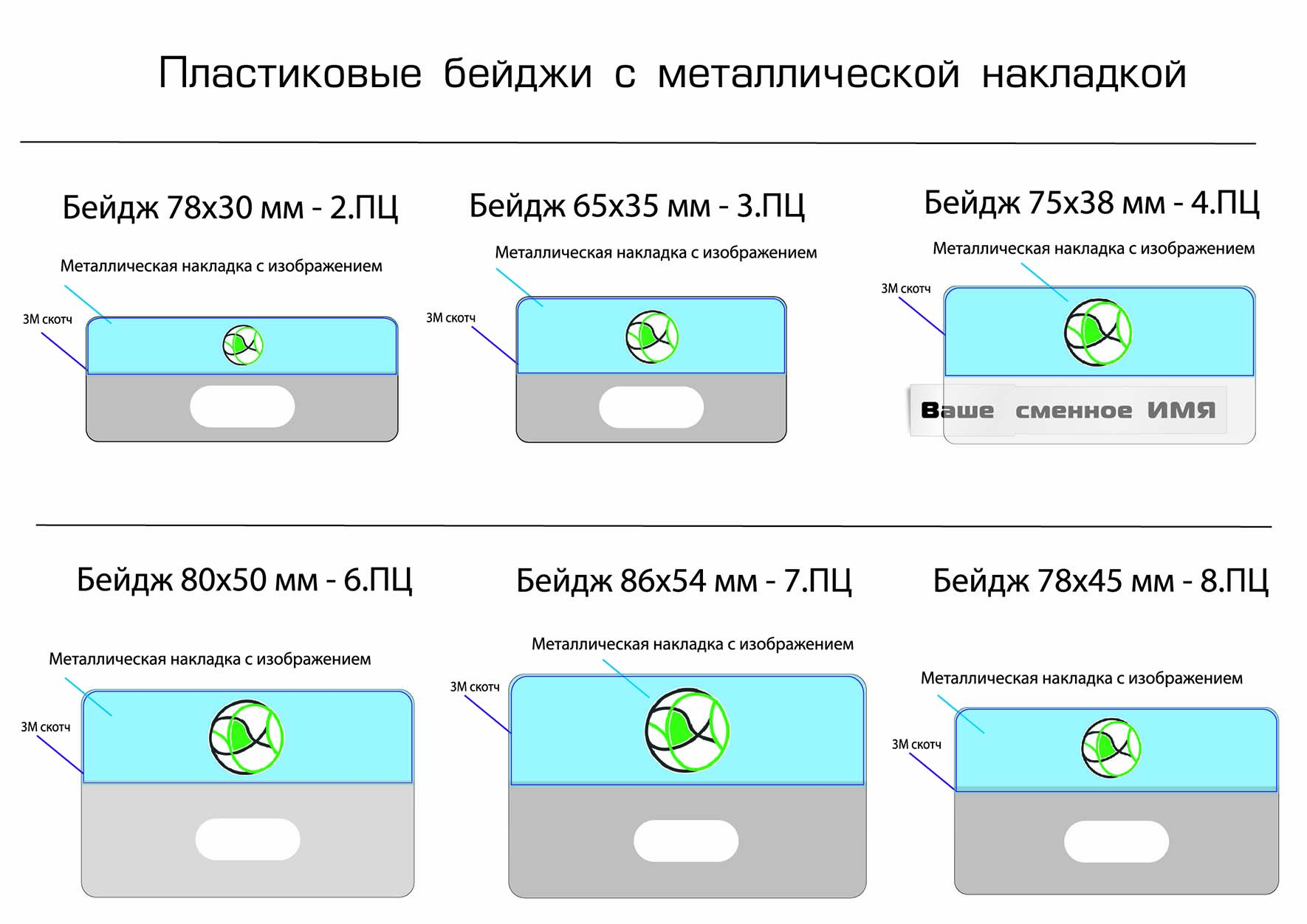
Каталог пластиковых бейджей с металлической вставкой со сменным именем
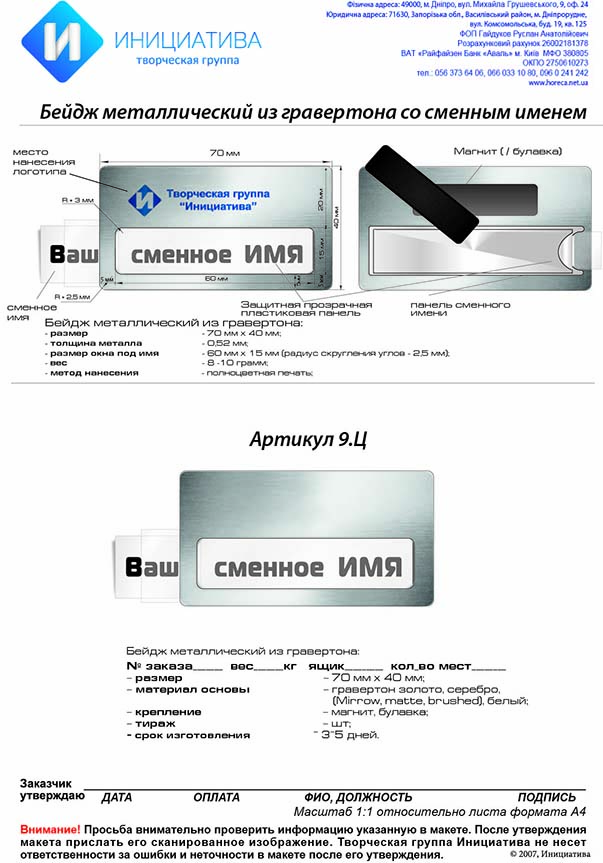
Шаблон бейдж 75x30 со см.именем Артикул 2.ПЦ -
Скачать (.eps)
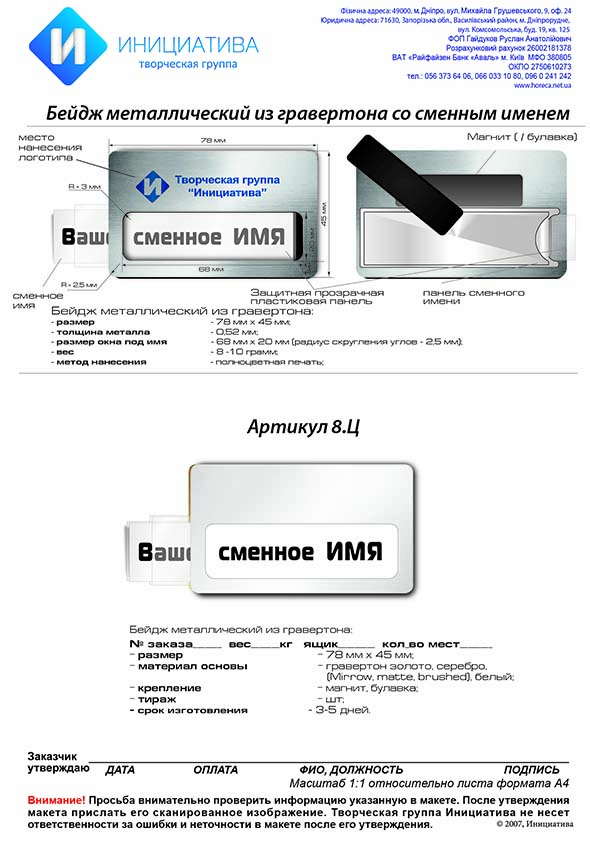
Шаблон бейдж 78x45 со см.именем Артикул 8.ПЦ - Скачать (.eps)
| Бейджи пластиковые со сменным именем с металлической вставкой гравертон с логотипомСменное имя печатается отдельно на офисной бумаге и вставляется в специальное поле.
Ценности:
- Бейдж изготовлен методом штамповки что дает идеально ровный край без зазубрин!
Краткая информация:
ЭТАПЫ ЗАКАЗА
Днепропетровск - самовывоз. По Украине
оставить отзыв стоимость дизайна подписаться FAQ
|
|
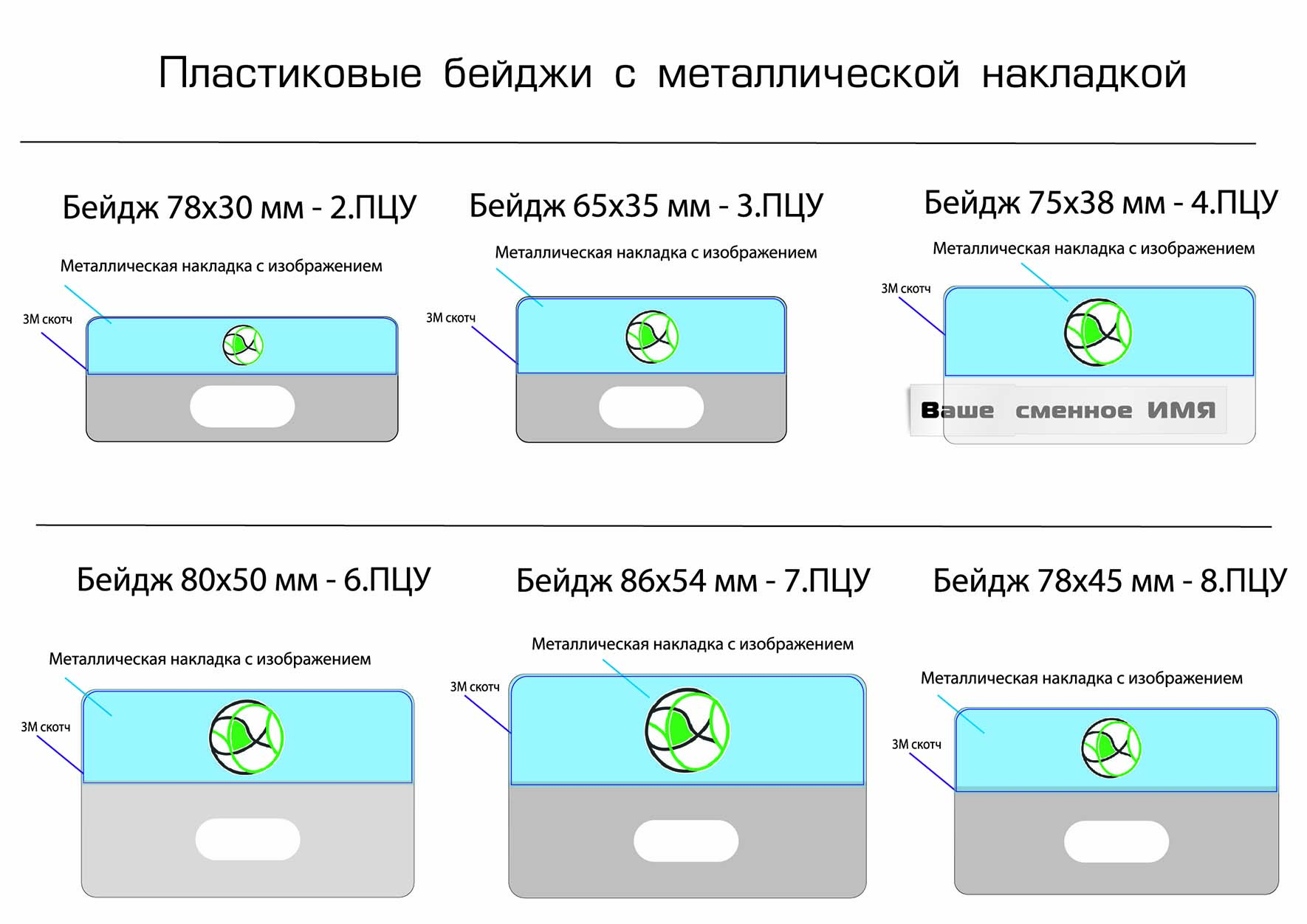
Каталог пластиковых бейджей со сменным именем с металлической вставкой с логотипом, нанесенным УФ-печатью
Шаблон бейдж 75x30 со см.именем Артикул 2.ПЦУ -
Скачать (.eps)
Шаблон бейдж 78x45 со см.именем Артикул 8.ПЦУ - Скачать (.eps)
| Бейджи пластиковые со сменным именем с металлической вставкой с логотипом, нанесенным УФ-печатьюСменное имя печатается отдельно на офисной бумаге и вставляется в специальное поле.
Ценности:
- Бейдж изготовлен методом штамповки что дает идеально ровный край без зазубрин!
Краткая информация:
пластиковые со сменным именем с металлической вставкой с логотипом, нанесенным УФ-печатью
ЭТАПЫ ЗАКАЗА
Днепропетровск - самовывоз. По Украине
оставить отзыв стоимость дизайна подписаться FAQ
|
|
| Травленые бейджи со сменным именем
Бейджи с окном под сменное имя имеют стандартный размер - 75мм х 38мм.
Бейджи со сменным именем-наклейкой или без него - размер под заказ, изготавливаются в индивидуальном порядке и для оценки стоимости нужны данные (необходимые данные для подачи и просчета смотрите в FAQ здесь).
Ценности:
Сроки изготовления:
ЭТАПЫ ЗАКАЗА
Днепропетровск - самовывоз. По Украине
оставить отзыв стоимость дизайна подписаться FAQ
|
Видео сборки
|
|
| Бейдж пластиковый полноцветный
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||









")
")










































































| Вес: | 5 грамм без крепления |
| Размер бейджа: | Размер бейджа: 65мм х 35мм х 4мм - минимальный размер для бейджей со сменным именем, 75мм х 38мм х 4мм - стандартный размер бейджей, 85ммх54ммx4мм - максимальный размер для бейджей со сменным именем. Размер окна: 65мм х 10мм (бейдж 75мм х 38мм c окном), 38мм х 13мм (бейдж 75мм х 38мм c боковым окном), 52мм х 10мм (бейдж 65мм х 35мм c окном). Размер бейджа возможен индивидуально под заказ. |
| Толщина пластика: | 0,76 мм |
| Материал основы: | пластик |
| Цвет основы: | белый, возможна печать фона любого цвета |
| Метод нанесения: | печать полноцветная на пластике с защитной 2-хсторонней ламинацией |
| Дополнительная защита: | прозрачная смола |
| Крепление: | магнит, булавка |
| Минимальный заказ: | 25 бейджей |
Сроки изготовления:
86 мм х 54мм - 7 дней,
75мм х 38мм,
65мм х 35мм - 5 дней
| Печать | Крепление | 25 | 50 | 100 | 300 | 500 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Со сменным окном | |||||||||||
| Полноцветная печать |
Булавка |
2,94 | 2,48 | 2,26 | 2,03 | 2,02 | |||||
| Магнит |
3,42 | 2,98 | 2,89 | 2,65 | 2,65 | ||||||
| Полноцветная печать + заливка смолой |
Булавка |
3,78 | 3,33 | 3,12 | 2,87 | 2,87 | |||||
| Магнит |
4,12 | 3,84 | 3,73 | 3,51 | 2,97 | ||||||
| Без сменного окна | |||||||||||
| Полноцветная печать |
Булавка |
2,37 | 1,91 | 1,69 | 1,46 | 1,46 | |||||
| Магнит |
2,86 | 2,42 | 2,31 | 2,09 | 2,08 | ||||||
| Полноцветная печать + заливка смолой |
Булавка |
3,21 | 2,77 | 2,55 | 2,31 | 2,3 | |||||
| Магнит |
3,71 | 3,27 | 3,17 | 2,95 | 2,94 | ||||||
| * Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). **На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. |
|||||||||||
C КРИВОЛИНЕЙНЫМ КОНТУРОМ
| Печать | Крепление | 25 | 50 | 100 | 300 | 500 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Со сменным окном | |||||||||||
| Полноцветная печать |
Булавка |
3,24 | 2,77 | 2,52 | 2,34 | 2,33 | |||||
| Магнит |
3,76 | 3,29 | 3,18 | 3 | 2,99 | ||||||
| Полноцветная печать + заливка смолой |
Булавка |
4,15 | 3,68 | 3,43 | 3,24 | 3,24 | |||||
| Магнит |
4,68 | 4,19 | 4,09 | 3,91 | 3,9 | ||||||
| Без сменного окна | |||||||||||
| Полноцветная печать |
Булавка |
2,64 | 2,15 | 1,93 | 1,74 | 1,73 | |||||
| Магнит |
3,16 | 2,68 | 2,59 | 2,4 | 2,4 | ||||||
| Полноцветная печать + заливка смолой |
Булавка |
3,55 | 3,06 | 2,83 | 2,65 | 2,64 | |||||
| Магнит |
4,07 | 3,58 | 3,49 | 3,31 | 3,3 | ||||||
| * Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). **На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. |
|||||||||||
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |



Видео сборки:

![]()
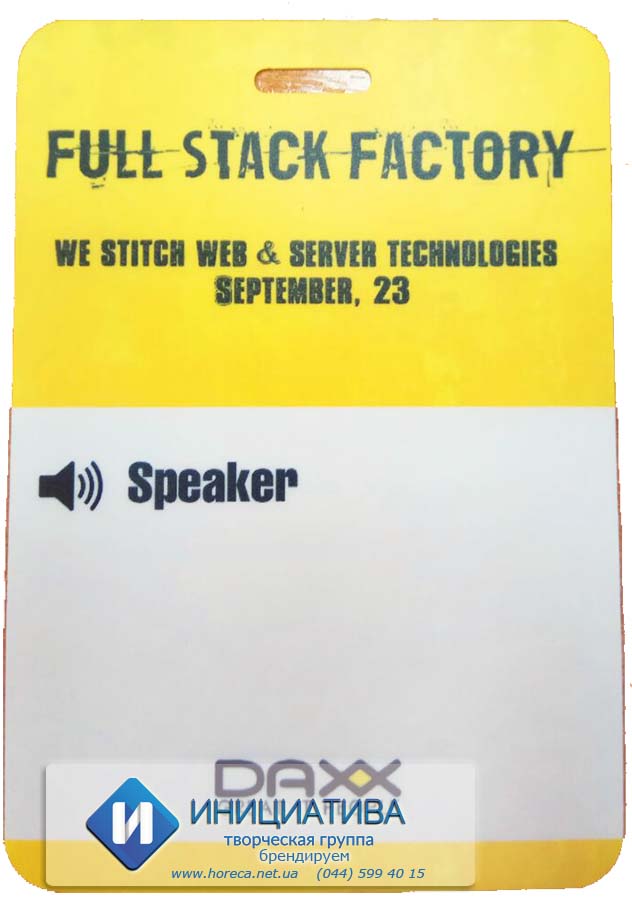

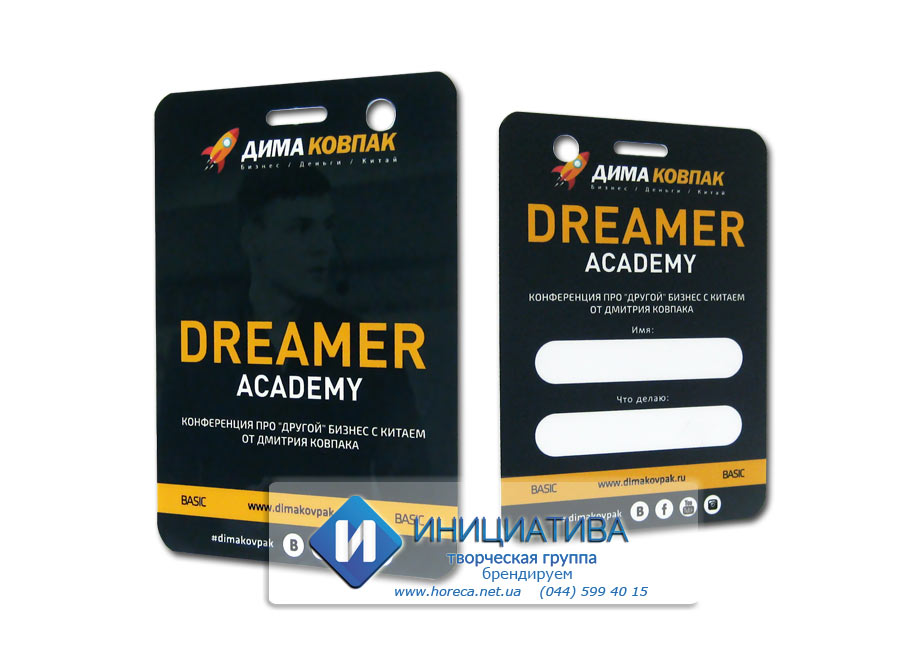
Бейдж пластиковый полноцветный
для конференций
Среди многих видов бейджей этот бейдж предназначен исключительно для представителей конференций, выставок, мероприятий и чаще всего используется однократно в день проведения этого события. В таких бейджах ходят журналисты на конференциях, участники любых конференций и встреч, представители компаний на выставках и др.
Почему стоит заказать именно этот бейдж:
Престиж
• Сделан точно под данное мероприятие;
• Индивидуальный заказ;
• Безопасность и контроль участников;
Функционал
• Удобное расписание мероприятия и расположение локаций на самом бейдже;
• Контакты организаторов и кураторов;
• Сочетание яркости и прочности;
Удобство
• Гнется и сохраняет вид после деформации;
• Не боится жидкостей;
• Переменная информация наносится маркером centropen 2846. Устойчива к стиранию и влаге.
Краткая информация:
| Размер бейджа: | 70мм х 100мм х 0,5мм, 100мм х 130мм х 0,5мм. |
| Толщина пластика: | 0,5 мм |
| Материал основы: | пластик |
| Метод нанесения: | печать полноцветная на пластике с защитной 2-хсторонней матовой ламинацией |
| Отверстия: | круг - диаметр 5 мм, прямоугольник с закругленными краями - 14мм х 3мм. |
| Крепление: | шнурок с карабином, шнурок с прищепкой, без крепления |
| Минимальный заказ: | 50 бейджей |
Сроки изготовления:
За 4 дня в любой точке Украины
| Размер | 50 | 100 | 200 | 300 |
|---|---|---|---|---|
| 70х100 мм | 0,58 | 0,55 | 0,54 | 0,52 |
| 100х130 мм | 1,05 | 1,02 | 1 | 0,96 |
| * Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). **На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. |
||||
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |



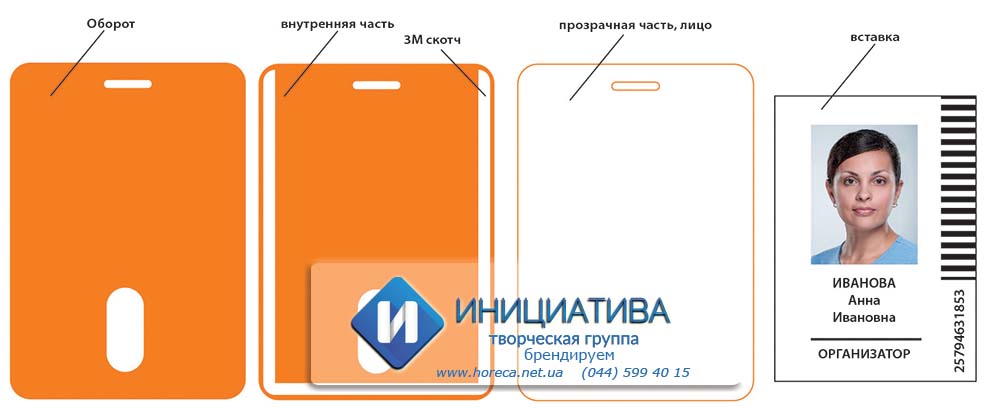
Бейдж пластиковый со сменной вставкой
Многослойный пластиковый бейдж с прозрачной фронтальной поверхностью позволяет использовать вставку немногим меньше размера бейджа. На вставке можно разместить графическую и тестовую информацию о персонале, участнике выставки, конференции или другого мероприятия. На бейдж также может быть нанесен логотип компании.
Краткая информация:
| Материал задней части бейджа (оборота): | полистирол, полиэтилен (ПЭТ) или полипропилен |
| Толщина задней части бейджа (оборота): | 0.6 мм, 1 мм |
| Внутренняя часть бейджа: | скотч 3М, ПЭТ толщиной 0.4 мм |
| Внешнняя часть бейджа: | плексиглас нецарапающийся толщиной 2 мм |
| Отверстия для шнурка: | прямоугольник с закругленными краями - 14мм х 3мм. |
| Крепление: | шнурок с карабином, шнурок с прищепкой, без крепления |
| Минимальный заказ: | 50 бейджей |
Цены на бейдж пластиковый пластиковый со сменной вставкой уточняйте у менеджера.
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |
Как происходит сборка бейджа
Инструкция как не следует эксплуатировать бейджи

Бейдж деревянный
Деревянный бейдж со сменным именем и логотипом заказчика. Оригинальный вид, естественный приятный цвет и текстура настоящего дерева.
Краткая информация:
| Максимальная высота бейджа: | 48 мм. |
| Толщина деревянной части: | 3 мм |
| Материал основы: | груша, берест, бук |
| Метод нанесения: | ультрафиолетовая печать, лазерная гравировка |
| Крепление: | магнит или булавка |
| Минимальный заказ: | 20 бейджей |
Цены на дереянный бейдж уточняйте у менеджера
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |

Бейджи меловые
Бейджи с грифельной поверхностью на булавках или магнитах – оригинальное решение для персонала и посетителей, которое выделяется и потому хорошо запоминается. Такие бейджи практичны и многофункциональны, а надписи на них легко и быстро сменить при помощи мела или мелового маркера.
Краткая информация:
| Максимальная высота бейджа: | 48 мм. |
| Толщина деревянной части: | 3 мм |
| Материал основы: | груша, берест, бук |
| Крепление: | магнит или булавка |
| Минимальный заказ: | 50 бейджей |
Цены на меловые бейджи уточняйте у менеджера
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ

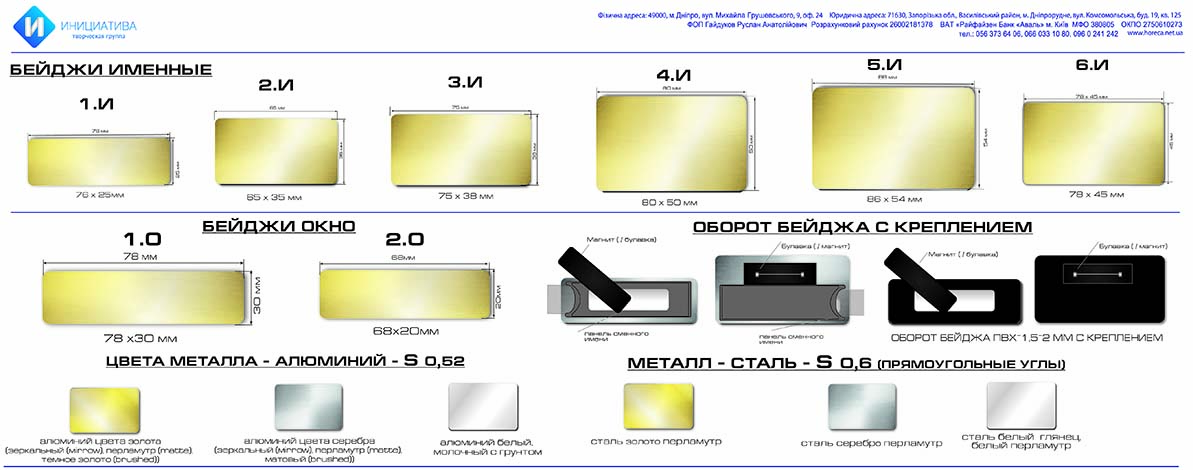
Бейджики пластиковые двухслойные с лазерной гравировкой
При заказе бейджей от 500 шт. имеется возможность выбора цвета бейджа (для каждого из двух слоев).
При криволинейном контуре имеющаяся цена умножается на коэффициент. Окончательный прасчет после рассмотрения макета.
Краткая информация:
| Вес: | в зависимости от размера |
| Размер бейджа: | 75мм х 38мм х 4мм - стандартный и минимальный размер для бейджей со сменным именем, 85ммх54ммх4мм - максимальный размер для бейджей со сменным именем. Размер поля сменного имени: 65мм х 10мм. Размер бейджа возможен индивидуально под заказ. |
| Толщина пластика: | 1,15 мм. |
| Материал основы: | пластик двухслойный. |
| Цвет основы: | золото, серебро. При заказе бейджей от 500 шт. имеется возможность выбора индивидуально цвета бейджа (для каждого из двух слоев). Имеющиеся составные цвета для бейджей (первый цвет - лицевая часть бейджа, второй - цвет основы): золото-черный (глянцевый и матовый), красно-белый, серебро-синий, серебро-черный (матовый и глянцевый), черно-белый, бело-черный, желто-черный, красно-черный, золото-желтый. |
| Метод нанесения: | лазерная гравировка |
| Крепление: | магнит, булавка |
| Вставка: | размер бумажной вставки - 65мм х 12мм. |
| Минимальный заказ: | 25 бейджей |
Сроки изготовления:
7-9 рабочих дней.
| Печать | Крепление | 25 | 50 | 100 | 300 | 500 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Лазерная гравировка без сменного имени (MAX 74 мм х 40 мм) |
Булавка |
1,66 | 1,45 | 1,44 | 1,33 | 1,28 | |||||
| Магнит |
2,44 | 2,23 | 2,22 | 2,12 | 2,07 | ||||||
| Лазерная гравировка со сменным именем (MAX 75 мм х 38 мм) |
Булавка |
2,33 | 1,96 | 1,78 | 1,78 | 1,77 | |||||
| Магнит |
2,77 | 2,4 | 2,31 | 2,31 | 2,31 | ||||||
| * Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). **На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. |
|||||||||||
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |


![]()

![]()
![]()
Скачать развертку вставки к металлическому бейджу со сменным окном - Скачать развертку (.eps)
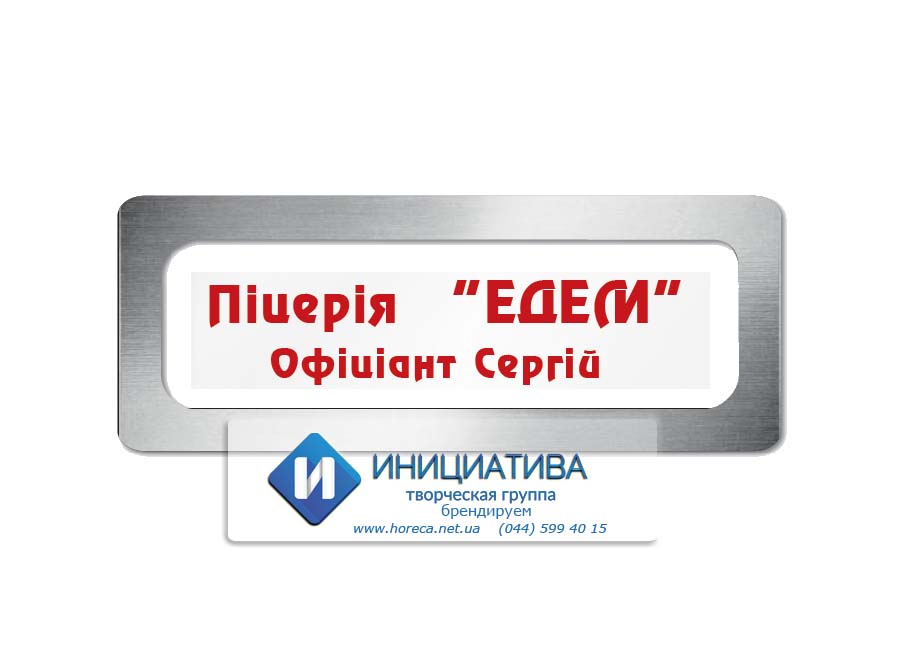
Металлические бейджи со сменным окном 72мм х 32мм
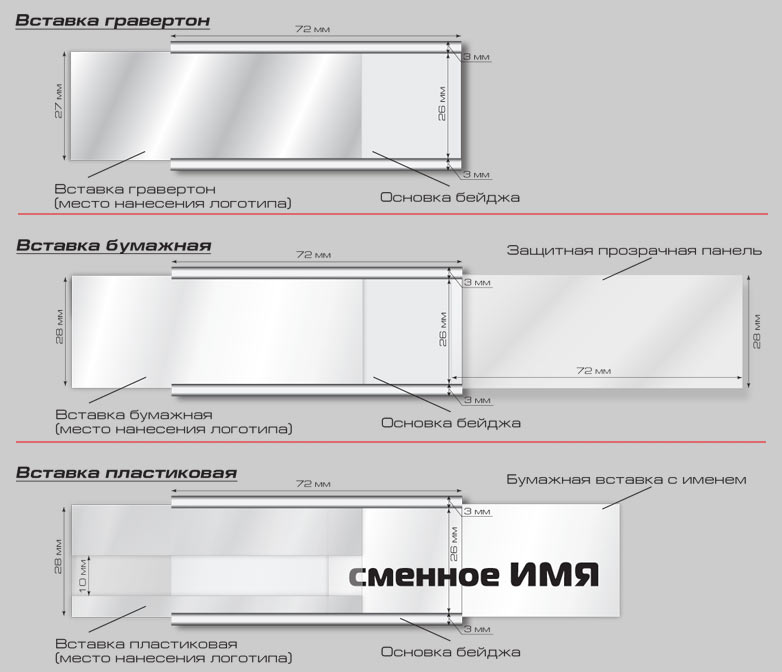
Эти бейджики с окном являются родственниками металлических бейджей со сменным окошком под имя. Они такие же по структуре - имеют сзади паз для вставки крепления булавка, спереди вставляется защитная прозрачная пластиковая вставка. Но имеются и отличия. Металлические бейджи со сменой информацией имеют размер 72мм х 32мм. Такой бейдж с окном имеет вставку на весь размер бейджа, т.е. сменной у него является вся информация, а не часть (сменное имя). Бейджики с окном имеют форму дуги - они немного выгнуты наружу, что к примеру позволяет бумажной вставке крепко держаться внутри. Также возможно собрать магнитный бейдж с окном, а возможно и с булавкой. Для бейджика с окном можно делать вставку из гравертона. Такая вставка будет смотреться привлекательнее, чем бумажная, так как соответствует цвету бейджа (золото, серебро) и переливается на солнце или лучах света.
Ценности:
Металлическая основа.
Возможность вставить большую вставку в окно для сменной информации.
Возможность под цвет основы вставлять алюминиевую вставку с изображением и сменной информацией.
Быстро можно поменять информацию, распечатав на принтере.
Краткая информация:
| Вес: | 12 грамм без крепления |
| Размер бейджа: | 72мм х32мм х 5мм. Размер поля сменного имени: 72мм х 26мм |
| Материал основы: | анодированный алюминий |
| Цвет основы: | золото, серебро |
| Метод нанесения: | печать полноцветная на гравертоне |
| Дополнительная защита: | защита имени - пластиковая прозрачная панель (для бейджей с бумажной вставкой) |
| Крепление: | магнит, булавка-зажим |
| Вставка: | Размер вставки гравертон - 72мм х 27мм. Материал - алюминий со специальным покрытием. Цвет основы - золото глянцевое, золото матовое, серебро глянцевое, серебро матовое. |
| Минимальный заказ: | 10 бейджей |
Сроки изготовления:
2-3 дня.
| Наличие вставки | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 500 | 1000 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Крепление булавка-зажим | ||||||||||||
| Без вставки | 39 | 76 | 108 | 141 | 173 | 204 | 233 | 264 | 295 | 324 | 1615 | 2982 |
| Со вставкой | 48 | 92 | 133 | 174 | 204 | 240 | 272 | 310 | 343 | 378 | ||
| Крепление магнит | ||||||||||||
| Без вставки | 50 | 99 | 147 | 194 | 239 | 279 | 320 | 357 | 396 | 425 | 2105 | 4141 |
| Со вставкой | 58 | 114 | 172 | 227 | 266 | 312 | 358 | 401 | 446 | 483 | ||
| *На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. ** Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). |
||||||||||||
| Крепление | Наличие вставки | 100 | 500 | 1000 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| булавка-зажим | Без вставки | 407/ 4,074 |
1837/ 3,675 |
3517/ +3,517 |
||||||||
| Со вставкой |
453/ 4,533 |
|||||||||||
| магнит | Без вставки | 547// 5,467 |
2421/ 4,844 |
4651/ 4,652 |
||||||||
| Со вставкой |
605/ 6,057 |
|||||||||||
| *На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. ** Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). |
||||||||||||
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
Ключевые слова: бейдж с окном , бейджик с окном, бейджики с окном, бейджик окно , магнитный бейдж, магнитный бейджик, бейджики магнитные, магнитный бейдж
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |


Видеообзор

![]()
![]()

![]()
![]()
![]()

![]()
![]()




![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
















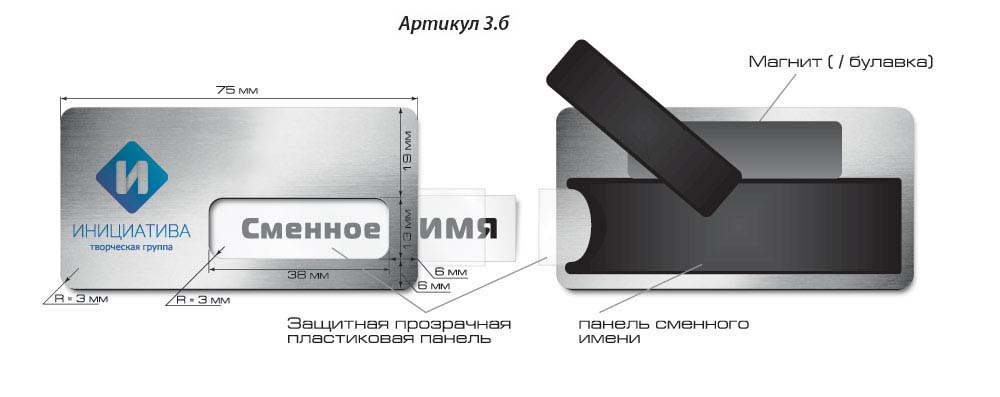
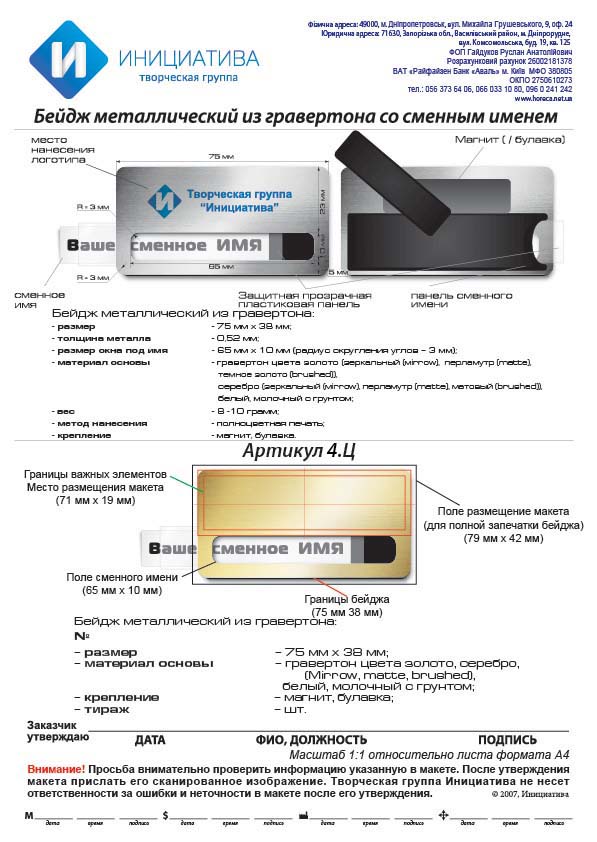
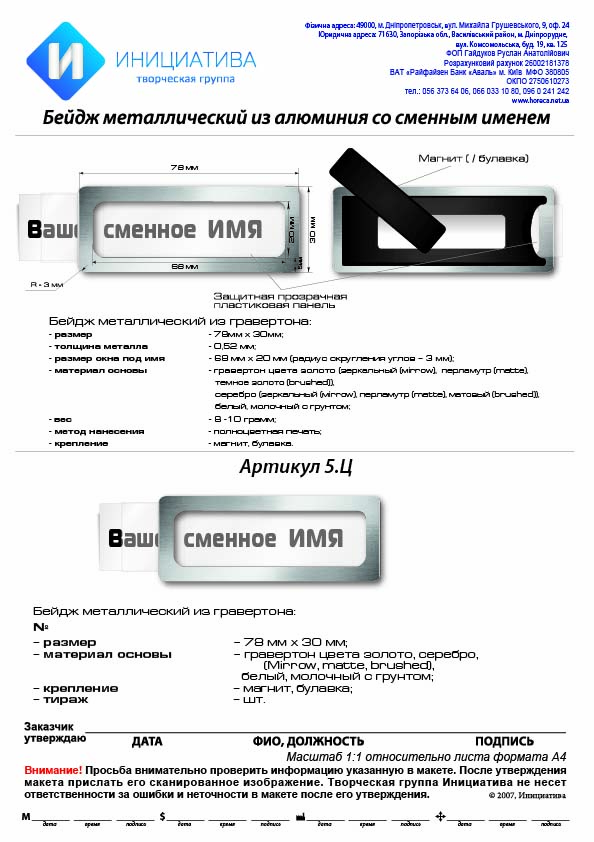
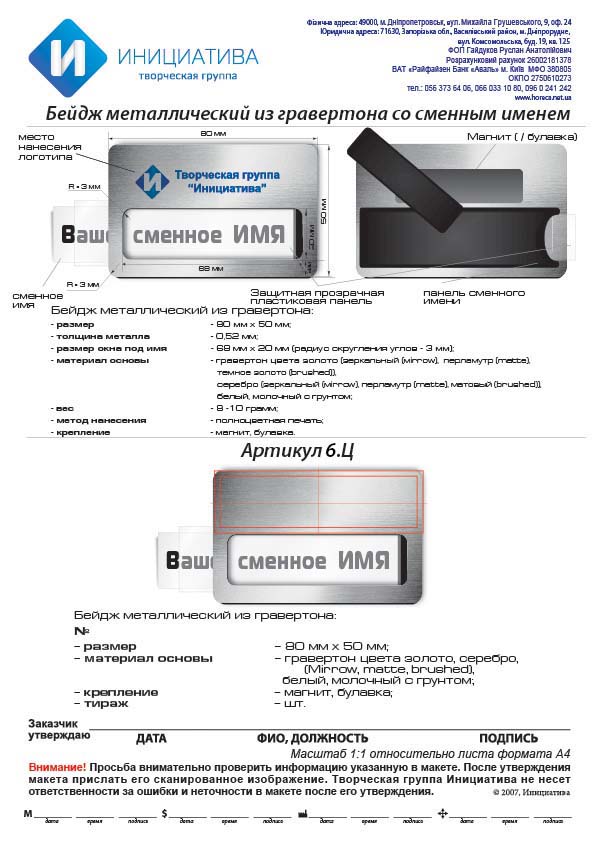
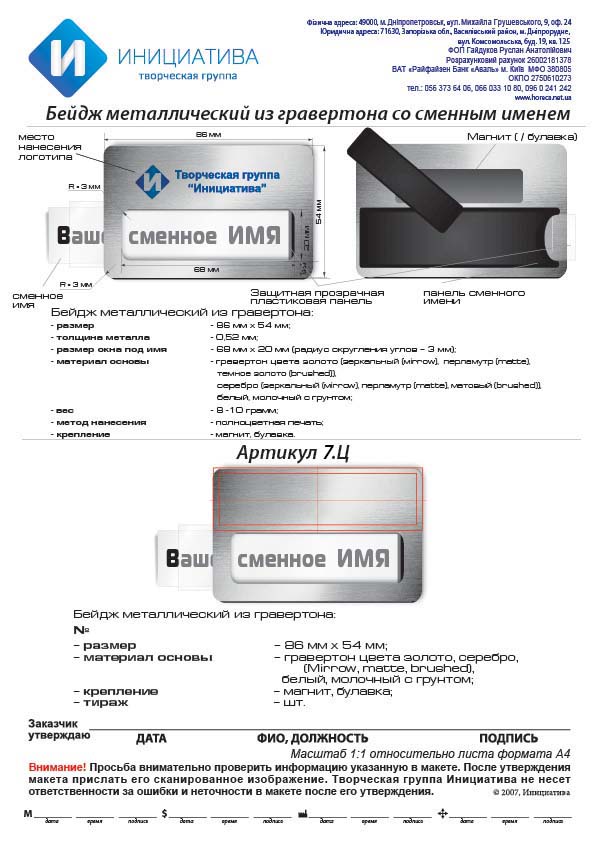
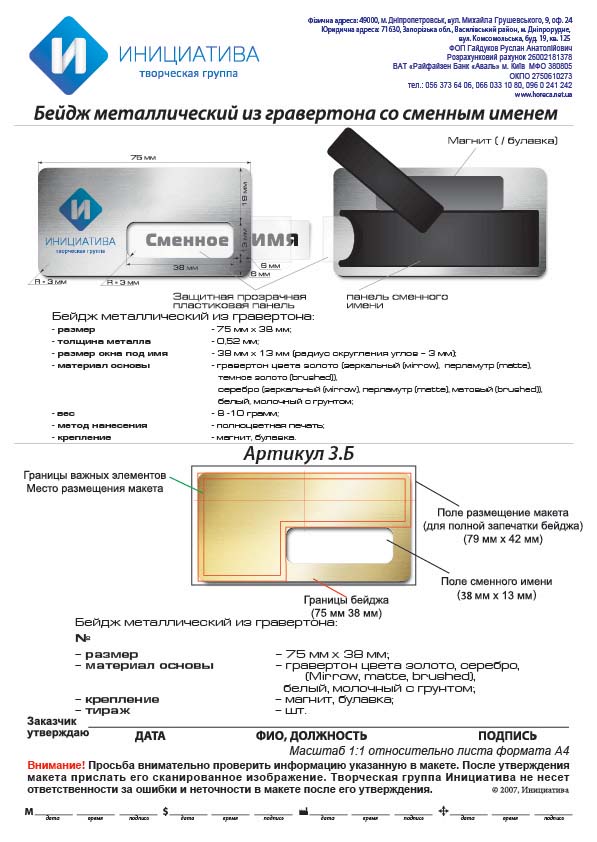
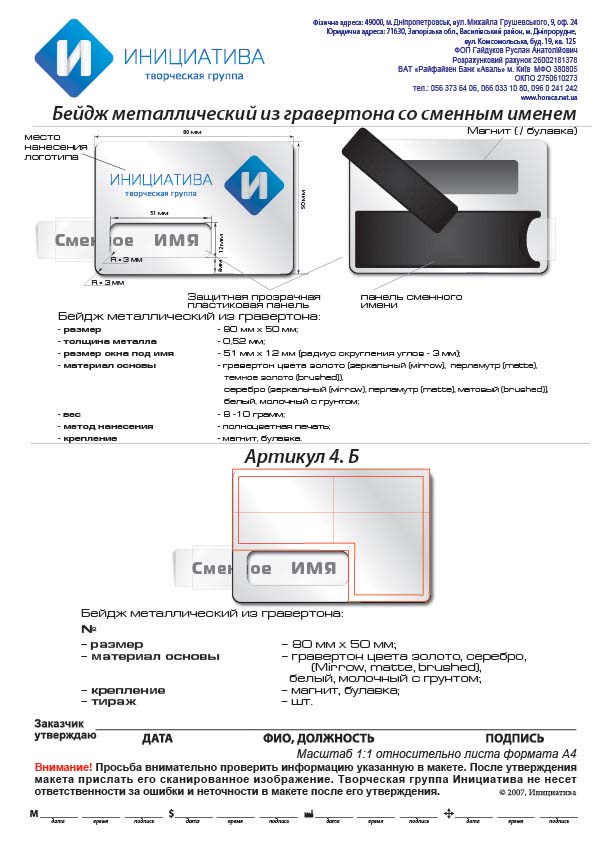
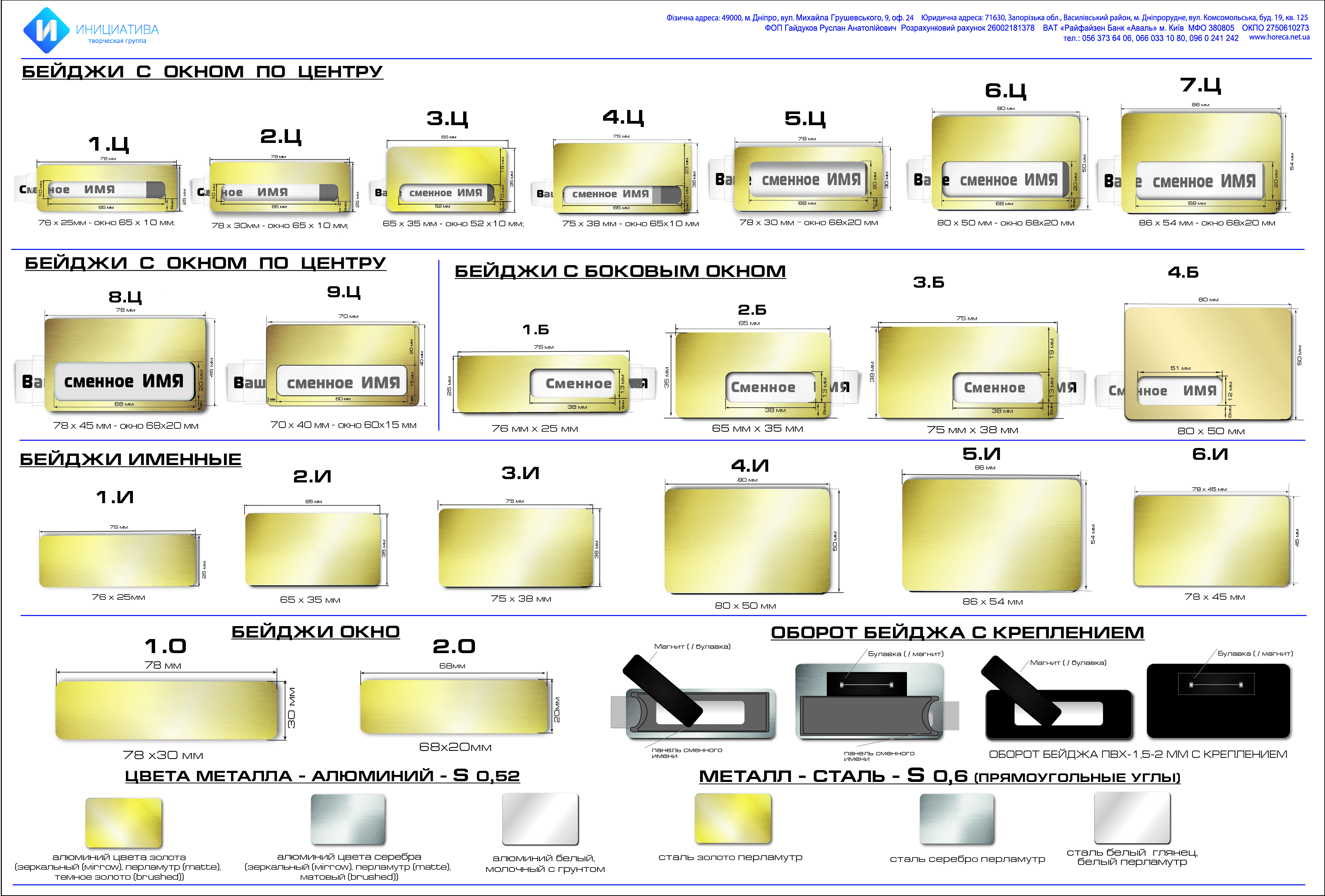
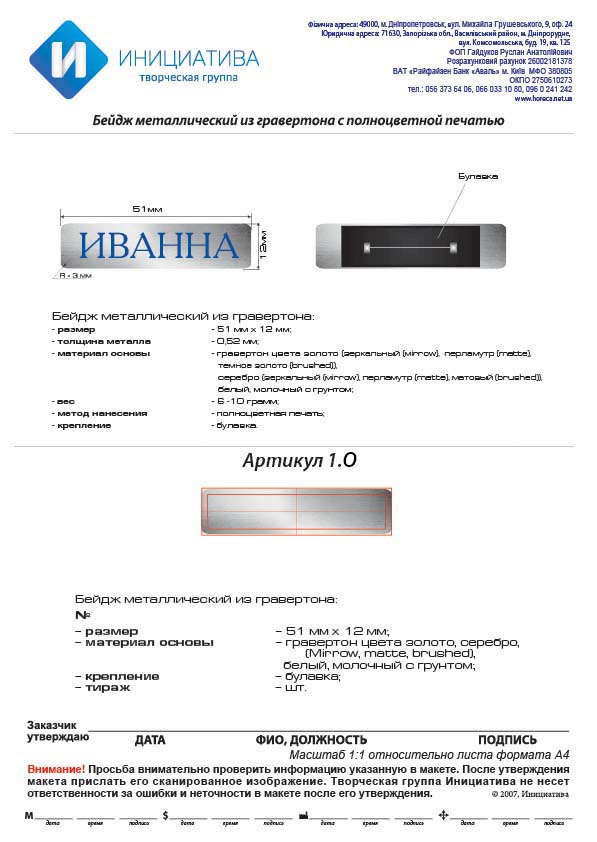
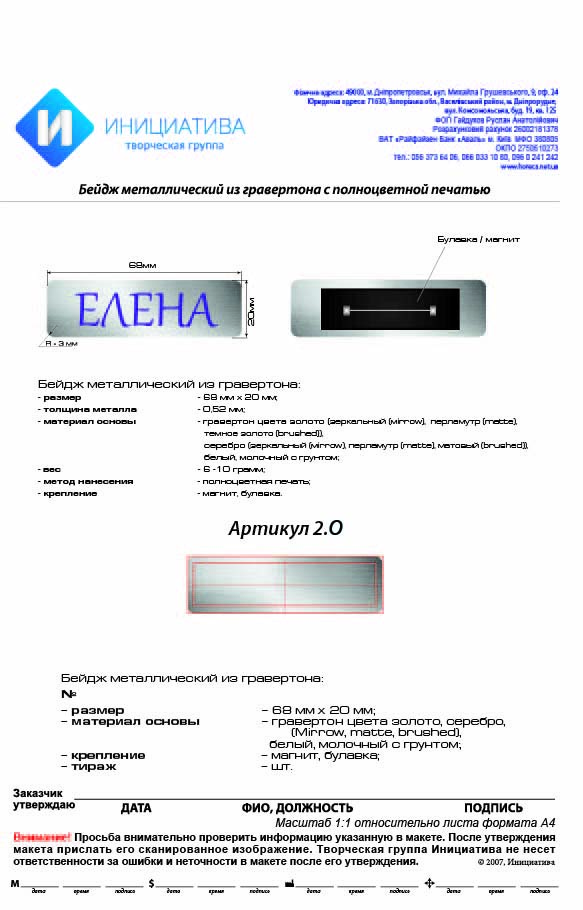
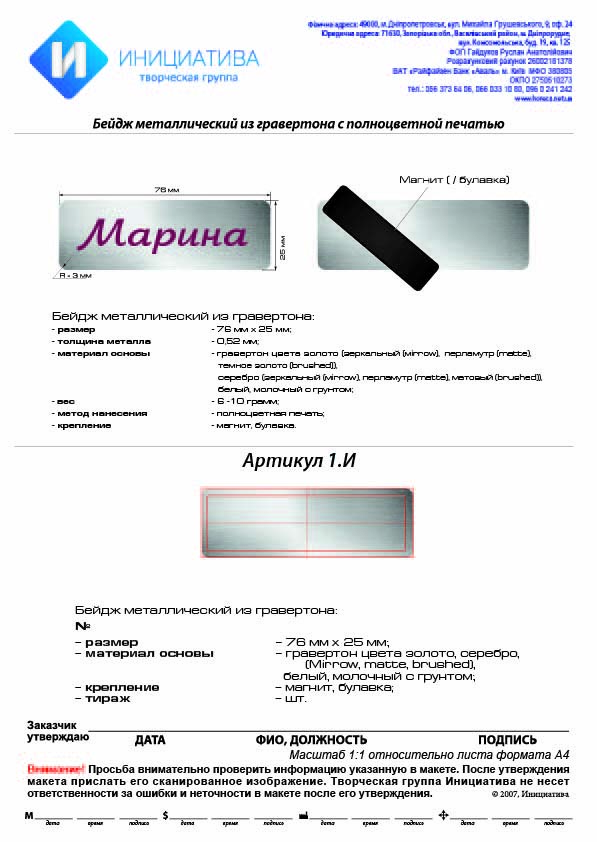
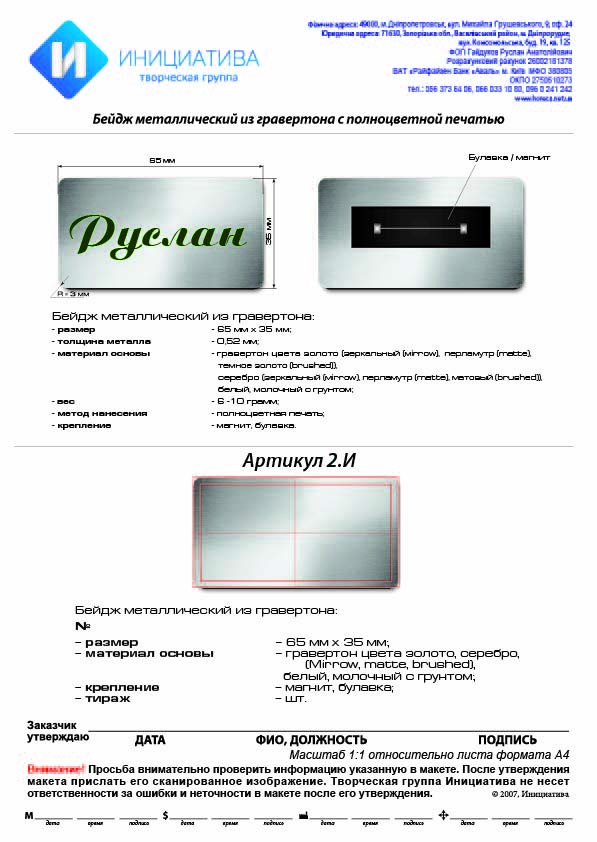
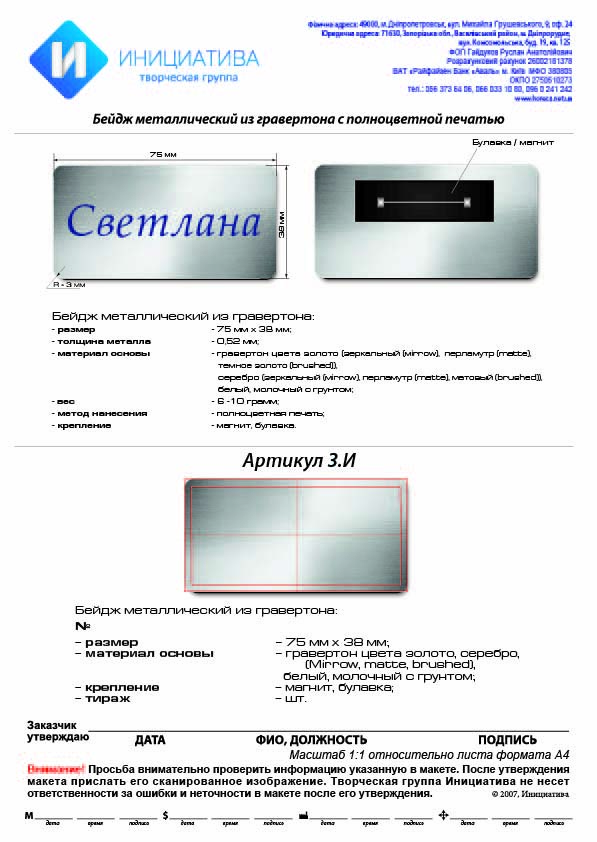
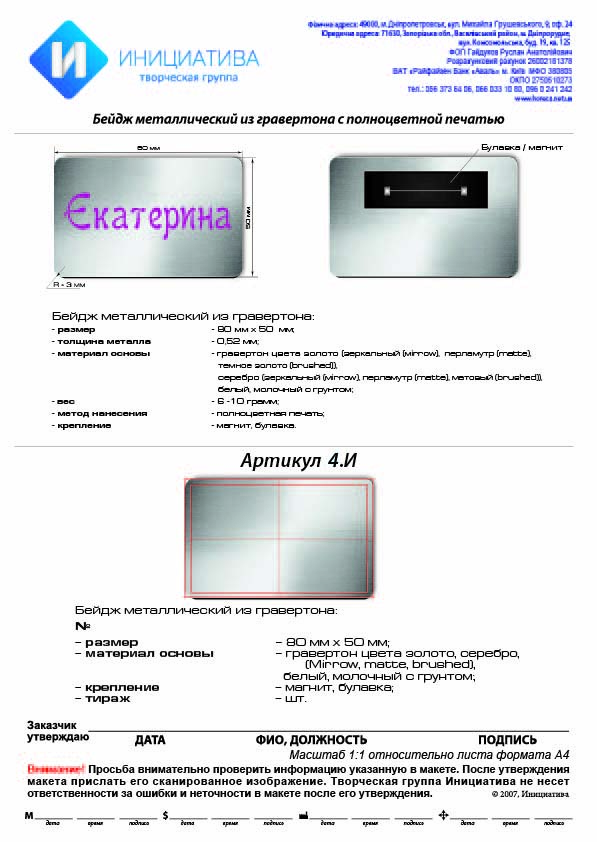
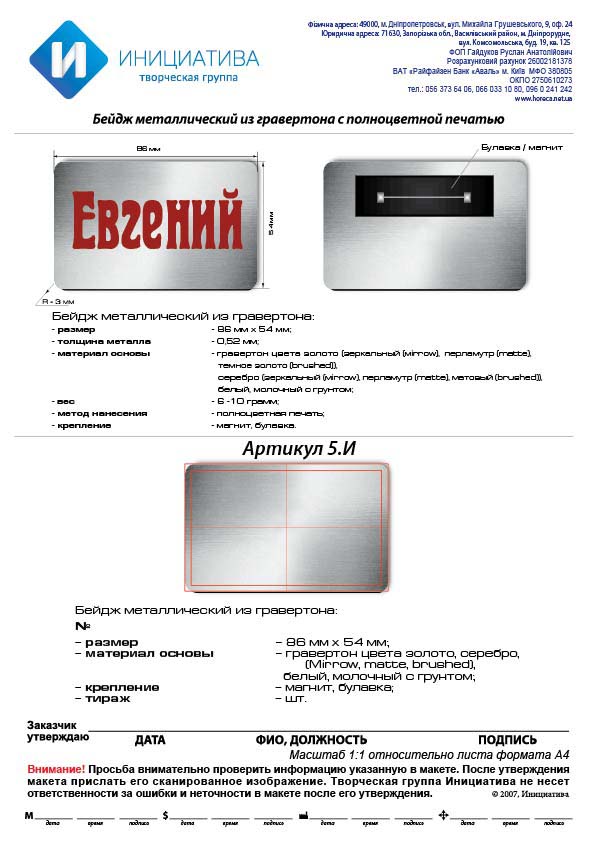
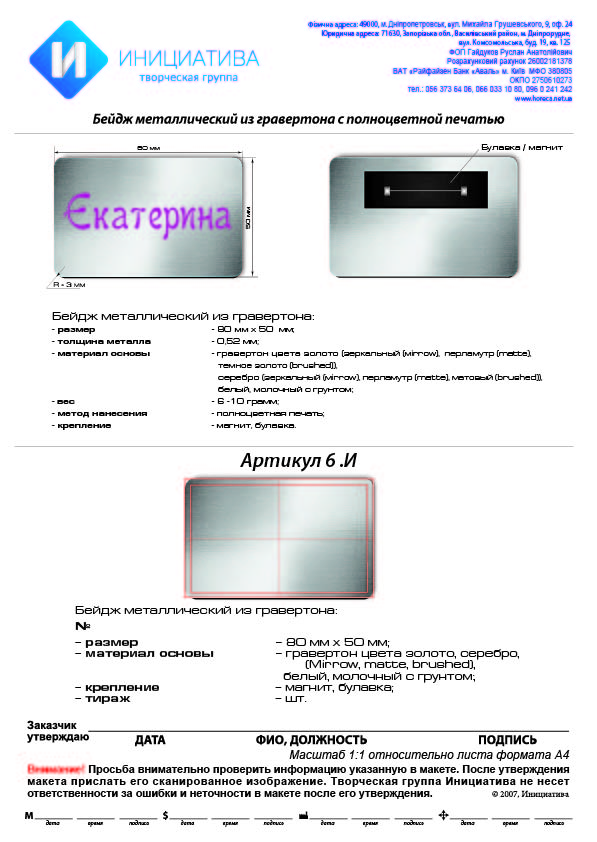
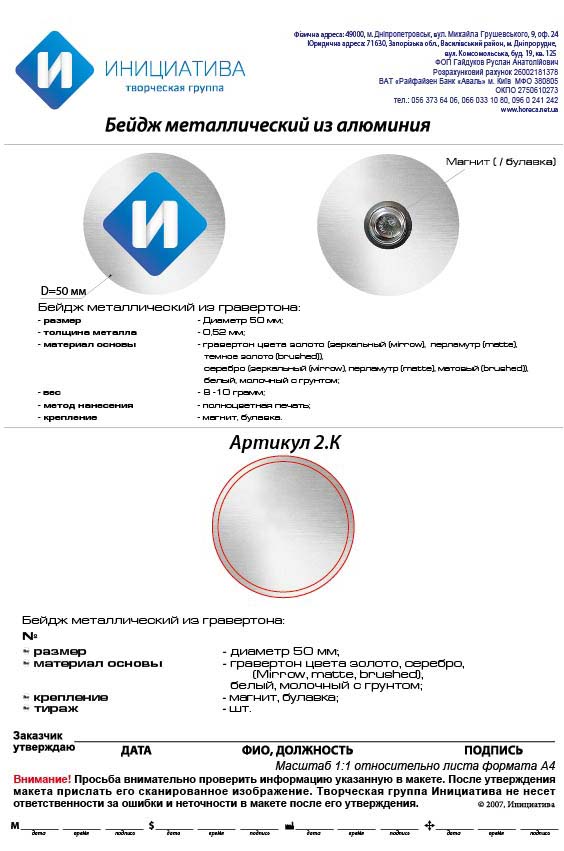
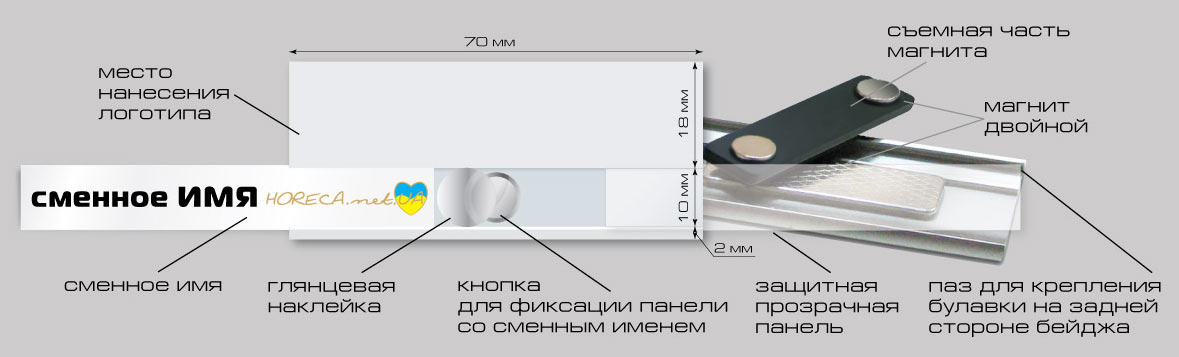
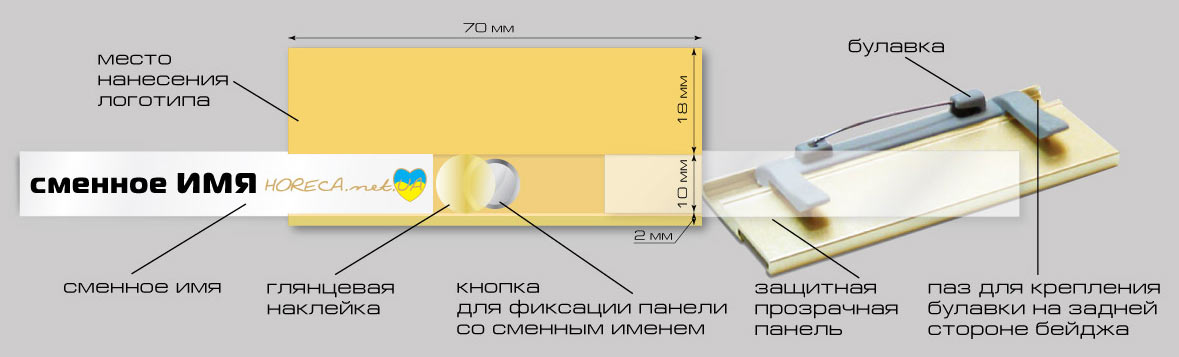
Конструкция металлического бейджа со сменным именем:
Скачать развертку и требования к бейджу (.pdf)
![]()
Скачать вставки сменного имени для бейджей (.doc)
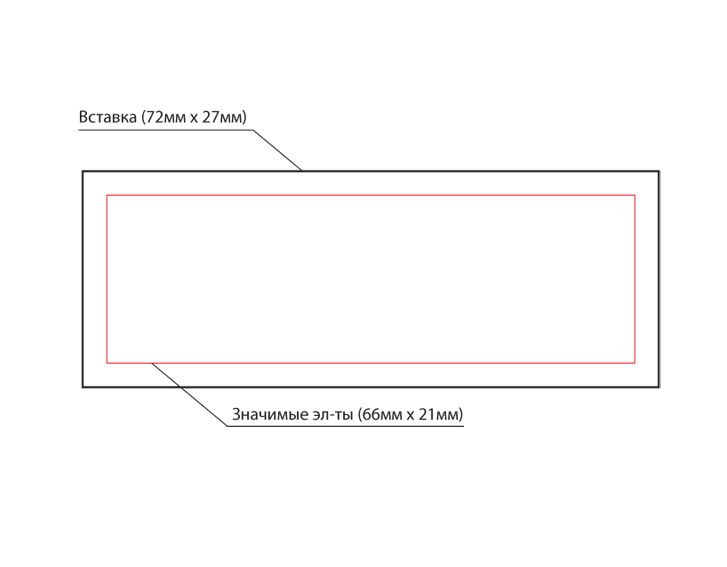
Варианты размещения логотипа и должности на бейдже
Галерея металлических бейджей 70мм х 30мм со сменным именем
ПОД ЗАКАЗ (от 2000 шт.)!
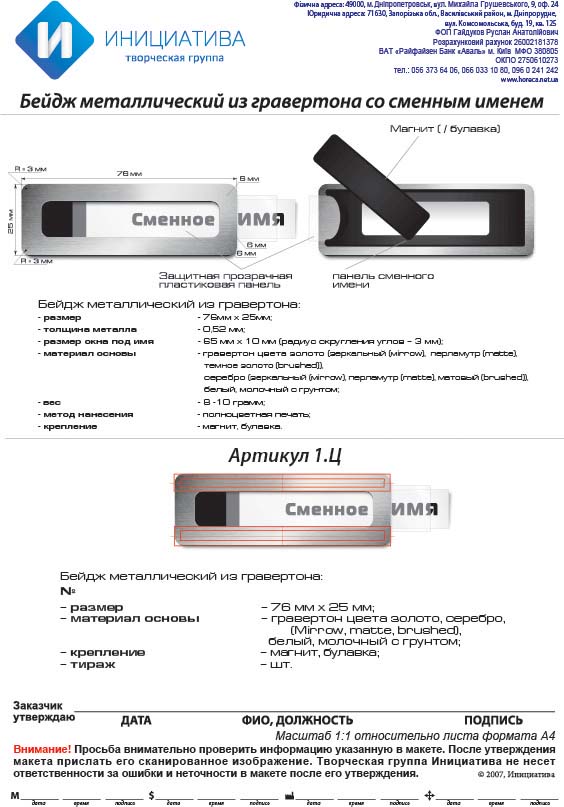
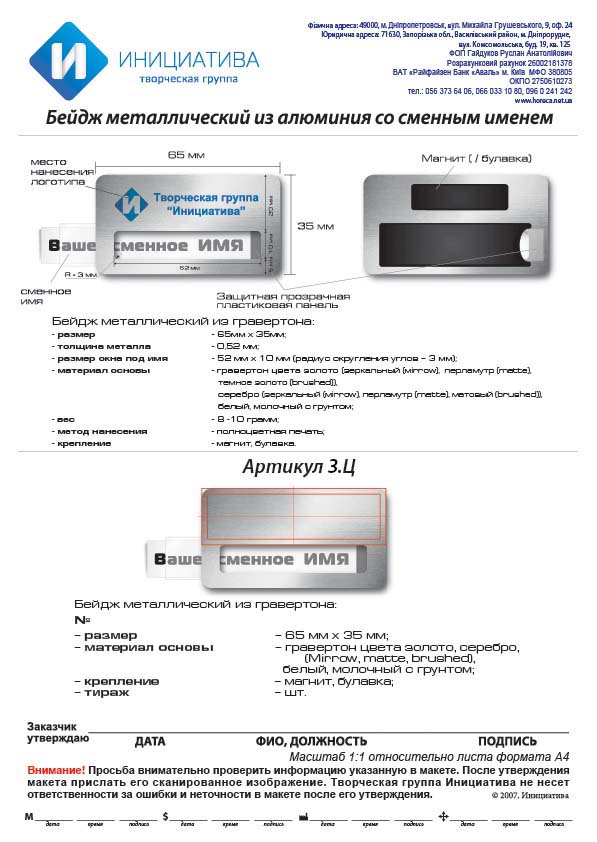
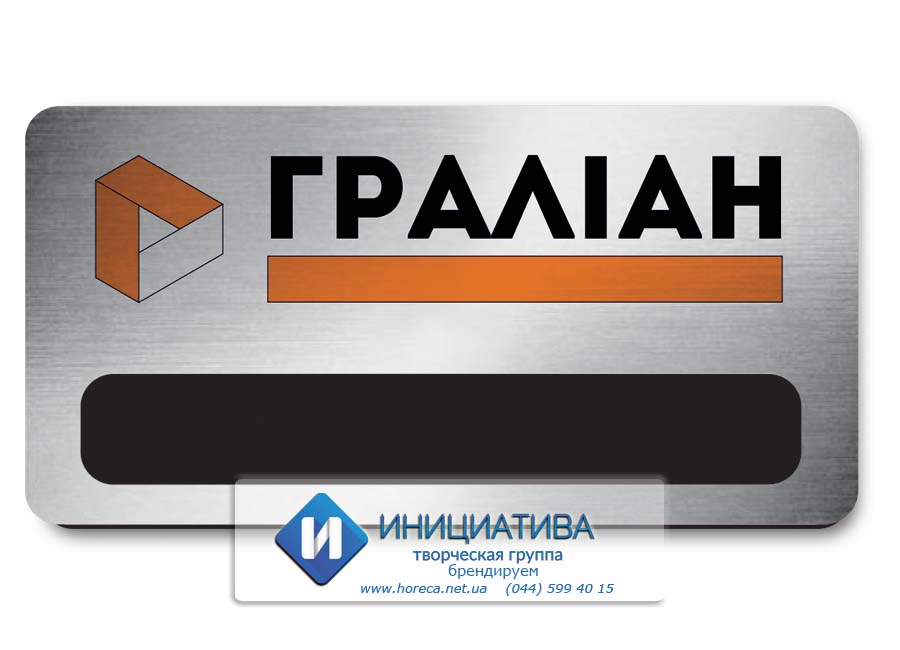
Бейджи металлические со сменным именем
70мм х 30мм
Размер бейджа 70мм х 30мм, подобран из множества различных вариантов размеров часто заказывемых бейджей. бейдж Является оптимальным по размеру и цене . Напечатанный Логотип достаточно большой, сменное имя, имя помещается длинное, а высота букв позволяет прочитать с расстояния 2 метров. Сменное имя защищено пластиковой вставкой, от возможного случайного выпадания подобран специальный толкатель, который жестко держит имя и пластиковую защитную планку. Бейдж металлический аллюминевый.
Бейджи металлические - удобны наличием окошка под сменное имя сотрудника. Меняется в считанные минуты - не требует привязки к производителю бейджа. Пластиковые бейджи с логотипом с окном под сменное имя менее долговечны чем их аналоги - металлические бейджи с логотипом и окошком под сменное имя. И бейджики пластиковые и бейджики металлические могут иметь крепление булавка или магнит.
Информация о владельце бейджа со сменным именем легко меняется с помощью внутренней вставки из плотной белой бумаги 80 гр/м2. Такие вставки легко напечатать на любом принтере и вырезав вставить в окошко под сменное имя. Шаблоны под такие вставки вы можете скачать в формате вордовского документа у нас на сайте (см. ниже).
Крепление магнит - с пластиковой основой - что, как проверенно опытом, очень важно при ношении бейджа пластикового летом (не вызывает аллергической реакции). Бейджи с логотипом получаются в рез-те трафаретной печати или способом полноцветной печати на самоклеющейся пленке с применением холодной ламинации.
Почему стоит заказать именно этот бейдж:
• Самый популярный среди наших покупателей.
• Крепится прочно и сидит ровно.
• Легкий и прочный. Не оттягивает блузку или рубашку при ношении, вес всего 12 грамм на булавке.
• Сменное имя распечатывается на обычной офисной бумаге и вставляется за минуту.
• Нанесение логотипа цветная печать. С передачей фирменных цветов логотипа и мелких элементов.
• Защита от вандалов - сотрудников - пленка для наружного применения в рекламе. Поверх нанесения наклеивается дополнительно защитная прозрачная пленка для предотвращения стирания логотипа. Защищает от механических повреждений, протирания спиртовими растворами - брызгание пробниками духов или в тяжелых случаях - моющих средств.
• Крепление бейджа двумя вариантами - булавка с зажимом на карман и
Магнитный крепеж на 3 неодимовых клипсы – при столкновение, востановится свое горизонтальное положение за счет среднего магнита.
• Выдерживает не менее 10 стирок в стиральной машине.
Краткая информация:
| Вес: | 12 грамм (без крепления) |
| Размер бейджа: | 70мм х 30мм х 4мм. Размер поля сменного имени: 70мм х 10мм |
| Материал основы: | анодированный аллюминий |
| Цвет: | золото или серебро |
| Метод нанесения: | печать полноцветная цифровая на прозрачной пленке |
| Дополнительная защита: | защита логотипа - холодная ламинация, защита имени - пластиковая прозрачная панель |
| Крепление: | магнит, булавка |
| Минимальный заказ: | 10 бейджей |
Сроки изготовления:
2 - 3 дня.
| 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 500 | 1000 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Крепление булавка-зажим | |||||||||||
| 3,217 | 3,214 | 3,198 | 3,152 | 3,095 | 3,062 | 3,015 | 3,008 | 2,991 | 2,97 | 2,922 | 2,861 |
| Крепление магнит | |||||||||||
| 3,78 | 3,761 | 3,755 | 3,727 | 3,696 | 3,689 | 3,659 | 3,584 | 3,571 | 3,446 | 3,442 | 3,381 |
| * На момент отгрузки курс определяется согласно межбанковского курса покупки валюты. ** Срок производства бейджей 2-3 раб. дня, сделать за более короткий срок +60 грн/тираж. ***Если адресов доставки больше 1-го - каждый последующий адрес дополнительно + 30 грн к сумме покупки (не является оплатой доставки, а связана с доп работами по упаковке продукции). |
|||||||||||
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
Бейджи металлические со сменным именем 70мм x 30мм, изготовление бейджей-идентификаторов металлических со сменным окном для персонала, изготовление бейджиков металлических со сменным окошком и логотипом, бейджи полноцвет, бейджики Киев, бейдж металлический на магните, держатели для бейджей.
Видеообзор бейджа металлического 70х30 со сменным именем:
Видео сборки бейджа:
|
На видео представлена поэтапная сборка по частям металлического бейджа
|
На видео представлена поэтапная сборка по частям металлического бейджа
|



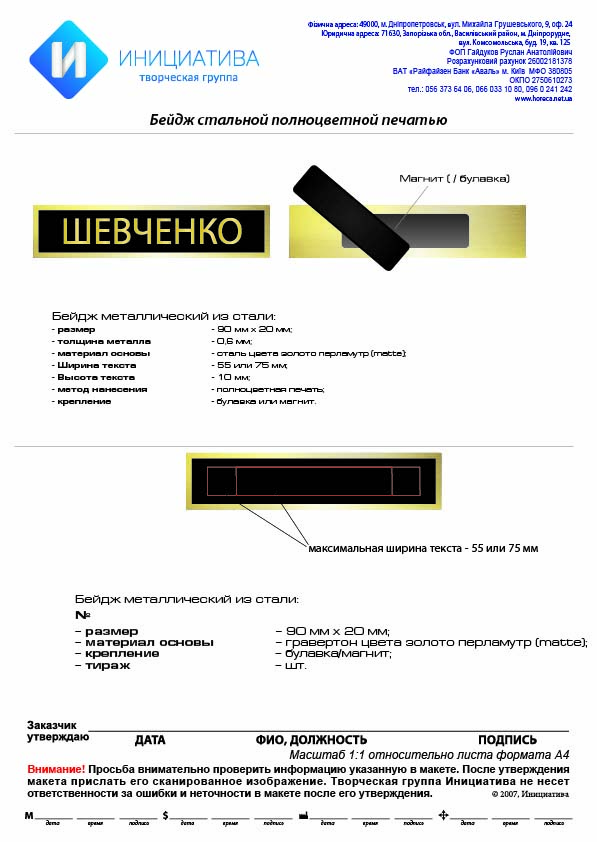
Бейджи гравертон стальні для ЗСУ
Іменний бейдж з призвіщем військовослужбовця виготовляється зі сталі і має вигляд прямокутника. Центральна частина бейджа вкрита емаллю чорного кольору, на тлі якого в центрі міститься напис з призвищем військовослужбовця золотавого кольору.
- розмір бейджа 90х20 мм, товщина 0,6 мм
- зворотній бік таблички плоский, з магнітним затискачом з трьома магнитами або з булавкою
- розмір борта - 2 мм, висота літер 10 мм
- ширина призвища не повинна перевищувати 55 мм (якщо кількисть літер у призвищі військовослужбовця перевищує 14 - ширина не повинна перевищувати 75 мм)
Цінності:
- Стійке зображення методом термопереносу.
- Легкий, не відтягує одяг та висить рівно.
- Магнитне кріплення не псує одяг
- За четыре дня в любой точке Украины.
- Доставка Новою Поштою до найближчого відділення.
Коротка інформація:
| Розмір бейджа: | 90 х 20 мм |
| Толщина металу: | 0,6 мм. |
| Матеріал основи: | сталь |
| Колір основы, тип покриття: | золото перламутр (matte). |
| Метод нанесення: | повнокольоровий друк с термопереносом по технології гравертон |
| Кріплення: | магнит, булавка |
Строки виготовлення:
4 дні + час доставки Новою Поштою.
|
||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
- 5. Выслать данные для оформления доставки.
- 4. Оплатить заказ и выслать подтверждение.
- 3. Выслать подписанный макет.
- 2. Выслать логотип в векторном формате или оформленный макет.
- 1. Выбрать вид и количество продукции.
- [email protected]
- [email protected]
- (044) 599-40-15
- (096) 0-241-242
- (066) 033-10-80
Днепропетровск -
самовывоз.
По Украине
- Город.
- № склада Новой Почты.
- ФИО получателя.
- Моб. номер получателя.
оставить отзыв стоимость дизайна подписаться
FAQ
|
С ЭТИМ ТОВАРОМ ПОКУПАЮТ: |
Некоторые наши клиенты:
Бейджи металлические со сменным именем 70мм х 30мм:
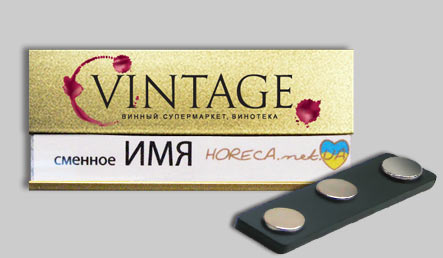
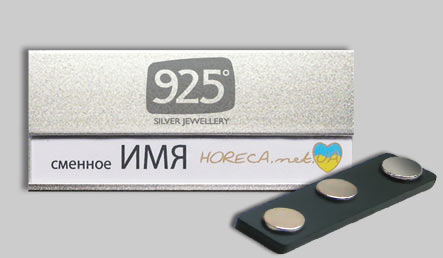
Бейдж магнитный металлический для продавцов магазина ювелирных изделий "925", город Киев. Бейдж металлический для официантов ресторана "Pomidoro", город Севастополь. Изготовление бейджиков магнитных для продавцов винного супермаркета "Vintage", город Днепропетровск. Бейдж металлический со сменным окошком для сети магазинов бытовой техники Фокстрот, крепление магнит, город Днепропетровск, Бейджик металлический для официантов ресторана Портофино, бейджи полноцвет, город Днепропетровск, основа - серебро.
Бейджик на магните со сменным именем для персонала игровых заведений "Arizona" город Днепропетровск, основа - золото, бейджи полноцвет.
Магнитный бейджик металлический со сменным окном для официантов ресторана "Джузеппе", город Днепропетровск. Магнитный бейджик металлический для сотрудников медицинской лаборатории "Biotek" город Днепропетровск. Бейджи металлические для сотрудников фирмы "Domus ceramika" город Киев. Бейджики со сменным окном для медицинского СПА-центра отеля "Aквамарин", город Севастополь. Магнитные бейджики металлические для официантов сети кофеен "Шоколадница", город Киев. Магнитный бейдж полноцвет для продавцов сети магазинов обуви и аксессуаров "Raca", город Днепропетровск, Одесса. Бейджик магнитный с окном для работников салона красоты "Tereza Rezidence", город Киев. Бейдж на магните со сменным именем для сотрудников сети заправок "Socar", город Днепропетровск. Магнитные бейджи металлические для отеля "Park Hotel", город Днепропетровск. Магнитный бейдж металлический для сотрудников компании "Fruit Life", занимающейся составлением букетов из фруктов, город Харьков.
Травленые бейджи со сменным именем:
Бейдж металлический, размер 70х40, покрытие - золото, химическое травление, материал основы - латунь, заливка эпоксидной смолой, 1 эмаль, крепление - магнитная клипса, город Киев.
Бейдж металлический 70х40, покрытие - золото, химическое травление, материал основы - латунь, 2 эмали, крепление - бабочка (2 штуки), Национальная авиакомпания АВИА, город Днепропетровск, город Киев.
Бейджик магнитный металлический, размер 80х27, покрытие - золото, химическое травление, материал основы - латунь, 5 эмалей, мозаичное покрытие, крепление - магнитная клипса, бейдж именной, RIO Club, город Днепропетровск.
Бейдж магнитный металлический RIO Club, размер 80х27, покрытие - золото, химическое травление, материал основы - латунь, 5 эмалей, мозаичное покрытие, крепление - магнитная клипса, бейдж администратора с окошком для сменного имени, город Днепропетровск.
Бейджик металлический с окном с логотипом мебельного салона FreeDom, размер 70х30, покрытие - никель, химическое травление, материал основы - латунь, 2 эмали - красная и черная, крепление - бабочка (2 шт.), город Днепропетровск.
Магнитный бейджик металлический, размер 60х15, покрытие - серебро, химическое травление, материал основы - латунь, 3 эмали, крепление - магнитная клипса, бейдж именной, PitLine, город Днепропетровск.
Бейдж металлический комплекса отдыха Гостевія, размер 80х25, покрытие - золото, химическое травление, материал основы - латунь, 1 эмаль, крепление - бабочка (2 шт.), город Виница.
Бейдж металлический именной розничный, 70х15, покрытие - никель, химической травление, метал основы - латунь, 1 эмаль, крепление - магнит, город Киев.
Бейдж металлический именной розничный, 70х15, покрытие - никель, химической травление, метал основы - латунь, 1 эмаль, крепление - магнит, город Симферополь.
Бейджики пластиковые двухслойные с лазерной гравировкой:
Бейдж пластиковый с лазерной гравировкой, 70мм х 40мм, прямоугольной формы с закругленными углами, цвет основы - черный, покрытие - пластик серебро глянец.
Бейдж пластиковый с гравировкой для отеля Чинар-хан, 74мм х 40мм, фигурной формы, цвет основы - черный, покрытие - пластик золото глянец.
Бейдж пластиковый с лазерной гравировкой, 57мм х 20мм, прямоугольной формы с закругленными углами, цвет основы - серебро.
© 2007, Инициатива
|
||||||||

